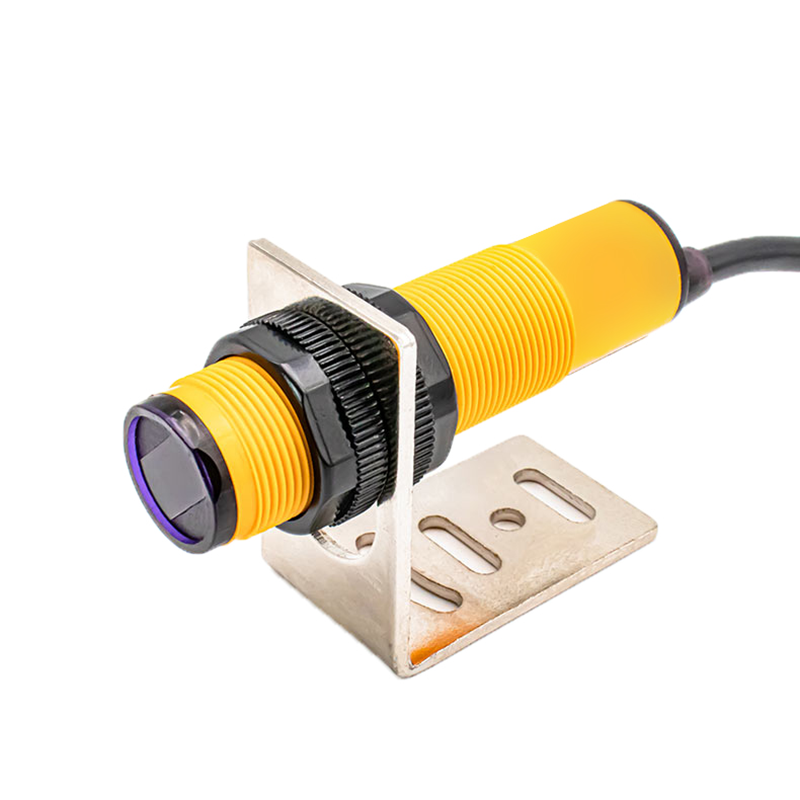
silo level sensor
A silo level sensor is a sophisticated monitoring device designed to measure and track material levels within storage silos accurately. This essential industrial equipment employs advanced technology to provide real-time measurements of bulk materials, such as grains, powders, pellets, and other granular substances. The sensor operates through various detection methods, including ultrasonic waves, radar technology, or capacitive sensing, depending on the specific application requirements. These sensors are engineered to withstand harsh industrial environments while maintaining precise measurement capabilities. They can be mounted at the top of silos and continuously emit signals that bounce off the material surface, calculating distance and volume based on the return time. Modern silo level sensors often integrate with industrial automation systems, offering digital displays, remote monitoring capabilities, and automated alert systems. They play a crucial role in inventory management, process control, and operational efficiency by preventing overflow incidents and material shortages. The technology has evolved to include features such as dust penetration capabilities, self-cleaning mechanisms, and compatibility with Industry 4.0 protocols, making them indispensable in modern industrial operations.