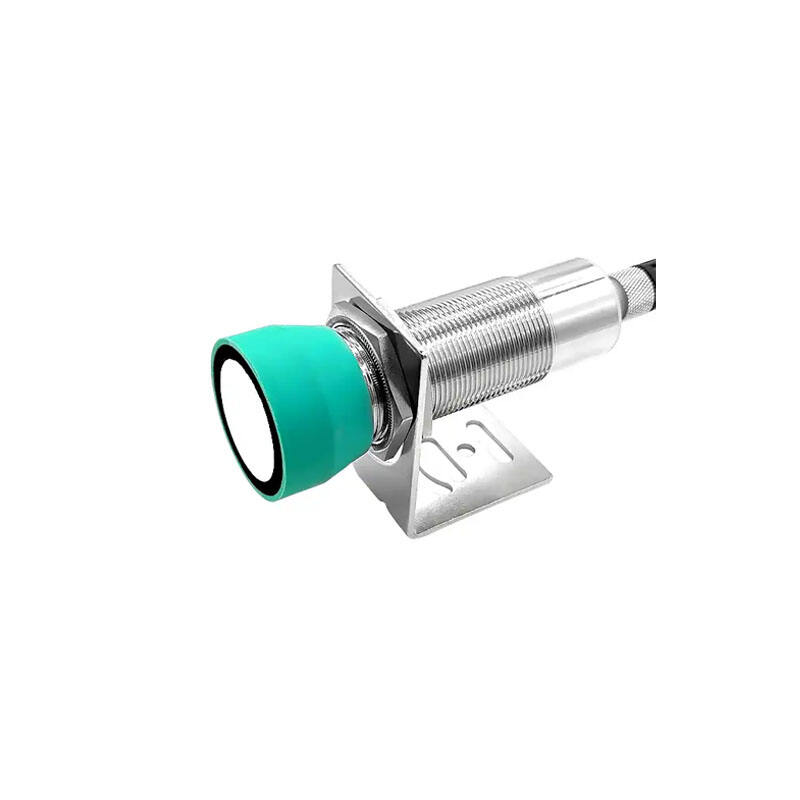
level sensor for chemical storage
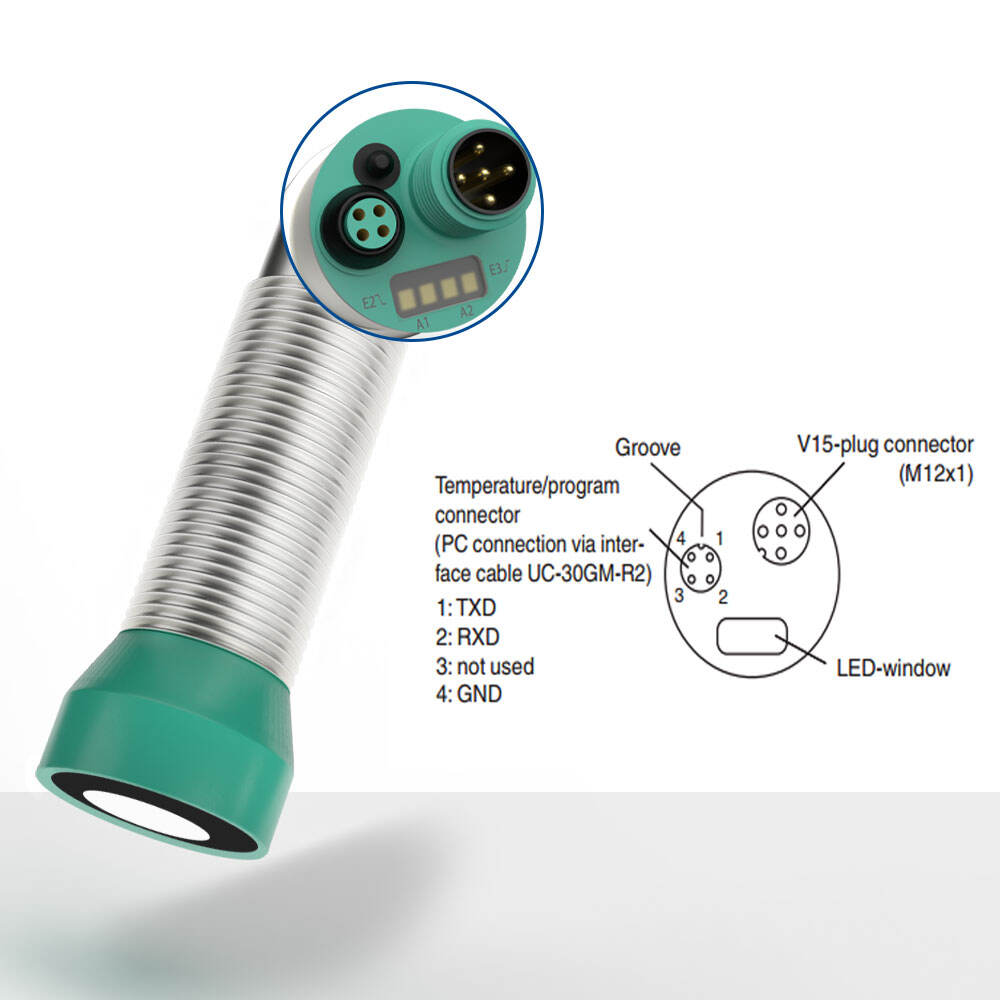
Level sensors for chemical storage represent a crucial advancement in industrial process monitoring and safety management. These sophisticated devices provide real-time measurements of liquid levels within chemical storage tanks, ensuring accurate inventory management and preventing potentially hazardous situations. The sensors utilize various technologies, including ultrasonic, capacitive, and radar-based measurement systems, to deliver precise readings regardless of the chemical properties of the stored substances. They are specifically designed to withstand corrosive environments and maintain accuracy even in challenging conditions. These sensors integrate seamlessly with automated control systems, offering continuous monitoring capabilities and immediate alerts when levels fall outside predetermined parameters. The technology incorporates fail-safe mechanisms and redundant measurement systems to ensure reliability in critical applications. Advanced models feature self-diagnostic capabilities, temperature compensation, and digital communication protocols for enhanced accuracy and remote monitoring capabilities. The sensors are particularly valuable in industries such as petrochemical processing, water treatment facilities, and pharmaceutical manufacturing, where precise chemical management is essential. They comply with international safety standards and often include explosion-proof certifications for use in hazardous environments. The implementation of these sensors significantly reduces the risk of overfilling, helps prevent chemical spills, and optimizes inventory management processes.