photoelectric sensor for material handling
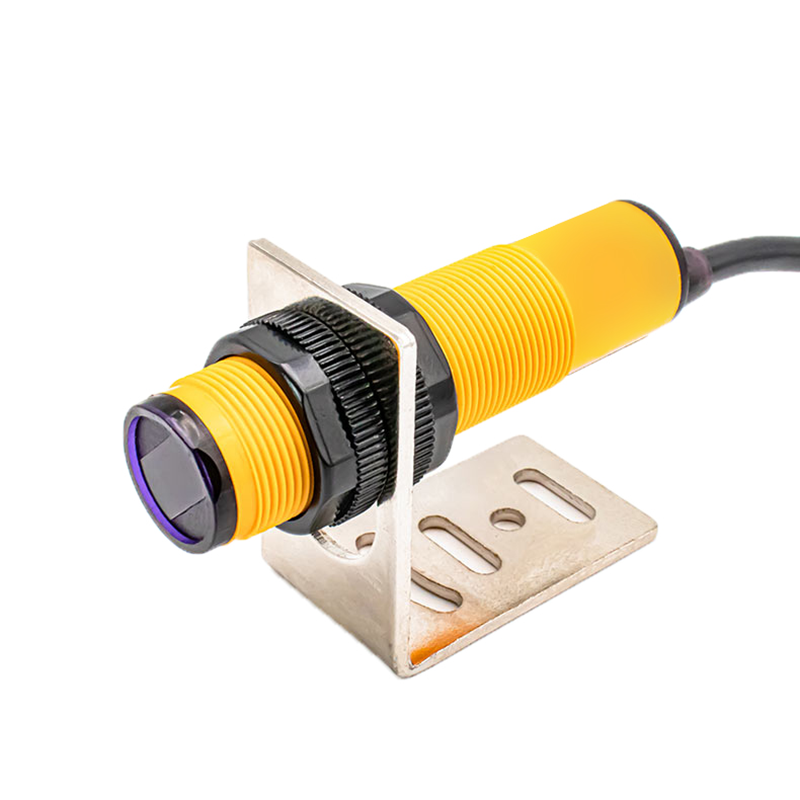
Photoelectric sensors for material handling represent a crucial advancement in automated industrial processes, offering reliable detection and monitoring capabilities across various manufacturing and logistics applications. These sophisticated devices operate by emitting and detecting light beams, enabling precise object detection regardless of material composition, color, or surface texture. The sensor system comprises an emitter that projects a focused light beam and a receiver that detects changes in the light pattern when objects interrupt the beam. Modern photoelectric sensors incorporate advanced features such as adjustable sensitivity settings, multiple detection modes including through-beam, retro-reflective, and diffuse configurations, and robust environmental protection. They excel in high-speed operations, capable of detecting objects moving at rapid rates while maintaining accuracy and reliability. The sensors support various output options, including digital and analog signals, enabling seamless integration with existing control systems and automation networks. Their compact design and flexible mounting options allow for installation in space-constrained areas, while their durability ensures consistent performance in challenging industrial environments. These sensors play a vital role in conveyor systems, packaging lines, sorting operations, and quality control processes, contributing significantly to increased operational efficiency and reduced manual intervention in material handling applications.