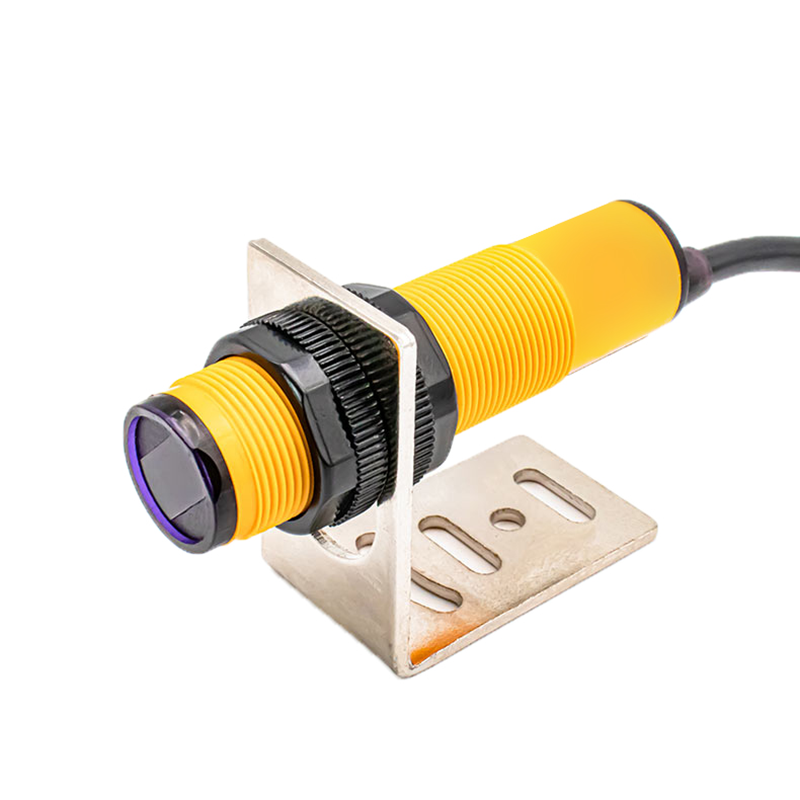
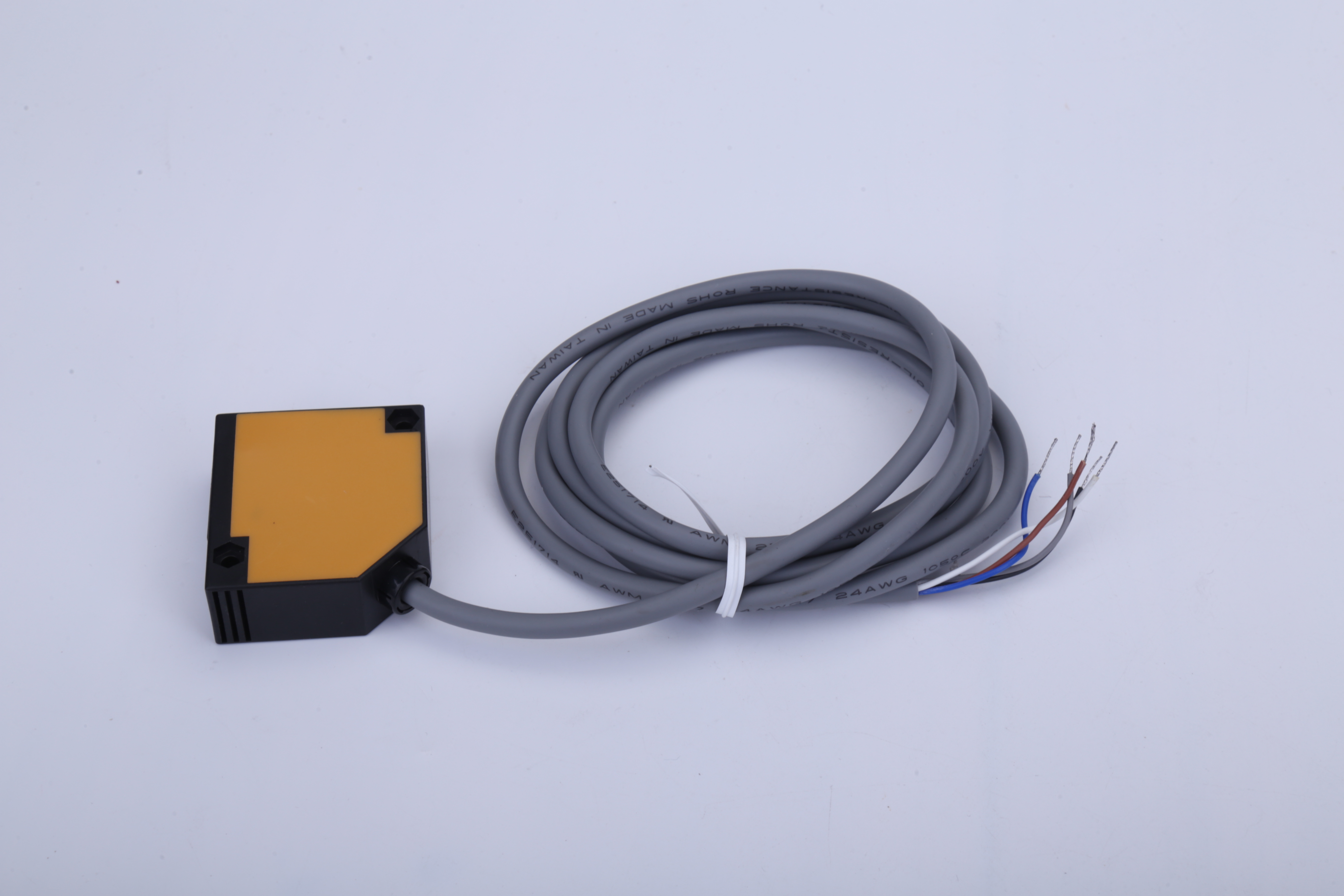
industrial optical sensor
Industrial optical sensors represent a cornerstone of modern automation and process control, combining advanced photonic technology with precision measurement capabilities. These sophisticated devices utilize light-based detection methods to monitor and measure various physical parameters in industrial environments. Operating through the principles of light emission and reception, these sensors can detect presence, distance, color, and other object properties with exceptional accuracy. The technology employs various light sources, including LED, laser, and infrared, coupled with photoelectric receivers that translate light signals into electrical outputs. Industrial optical sensors excel in both discrete and continuous measurement applications, offering non-contact sensing solutions that prevent wear and contamination. They can operate in harsh industrial environments, withstanding extreme temperatures, vibrations, and electromagnetic interference. The sensors interface seamlessly with industrial control systems through standardized outputs, enabling real-time monitoring and process optimization. Their applications span across multiple industries, from manufacturing and packaging to quality control and safety systems. Modern optical sensors often incorporate smart features like self-diagnostics, digital filtering, and programmable parameters, ensuring reliable operation and easy maintenance. These devices play a crucial role in Industry 4.0 initiatives, contributing to automated decision-making and predictive maintenance strategies.