қосымша жоқ деңгей сенсоры
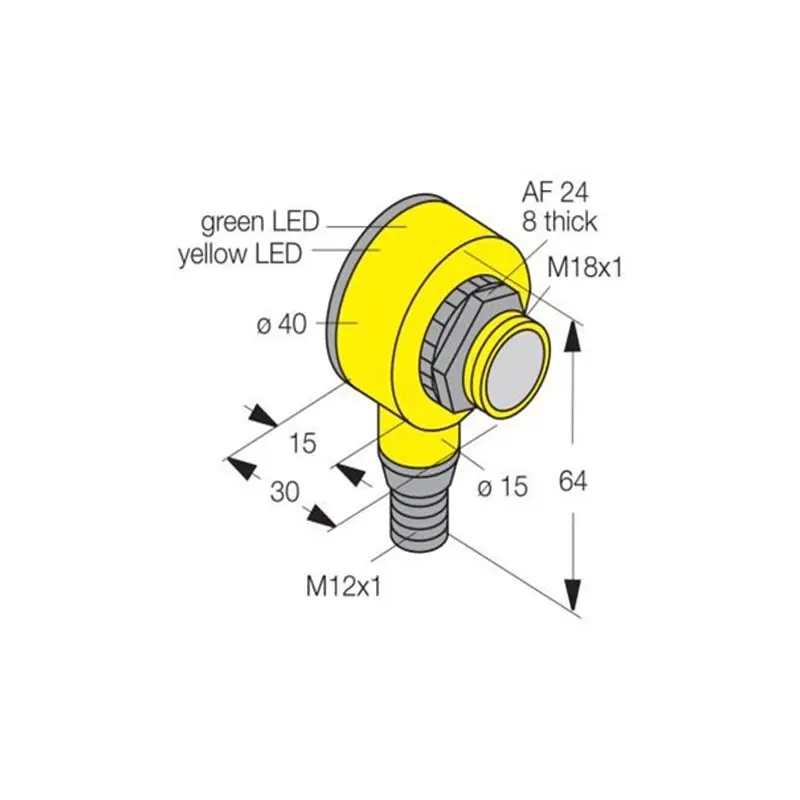
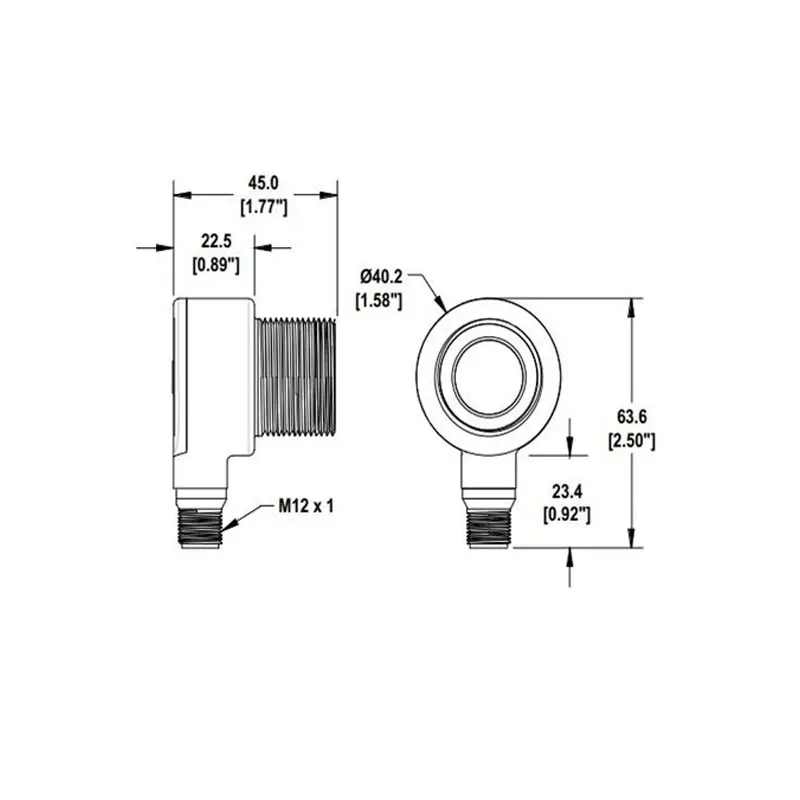
Темасыз деңгей сенсоры заттардың деңгейін физикалық түрде жанаспай-ақ анықтайтын күрделі өлшеу құрылғысы болып табылады. Бұл жетілдірілген технология сыйымдықтағы сұйықтықтардың, қатты заттардың немесе қоспалардың деңгейін дәл өлшеу үшін ультрадыбыстық толқындар, радиолокация немесе лазерлік сәулелер сияқты әртүрлі принциптерді пайдаланады. Сенсор материал бетінен шағылысып, сенсорға қайта оралатын сигналдарды шығарады, ал осы екі бағыттағы жолға кеткен уақыт арақашықтықты, сәйкесінше деңгейді дәл есептеуге мүмкіндік береді. Бұл сенсорлар әртүрлі температура, қысым және материал құрамы жағдайында да дәлдікті сақтай отырып, әр алуан өнеркәсіптік ортада тиімді жұмыс істейді. Олар қауіпті материалдарды, коррозиялық заттарды және контактілі өлшеу тиімсіз немесе қауіпті болатын материалдарды өлшеуде үздік нәтиже көрсетеді. Бұл технология жасанды эхоларды сүзу және қиын жағдайларда да сенімді көрсеткіштер алу үшін жетілдірілген сигналдарды өңдеу мүмкіндіктерін қамтиды. Қазіргі заманғы темасыз деңгей
ҰСЫНЫС АЛУ