reflective sensor for conveyor belt detection
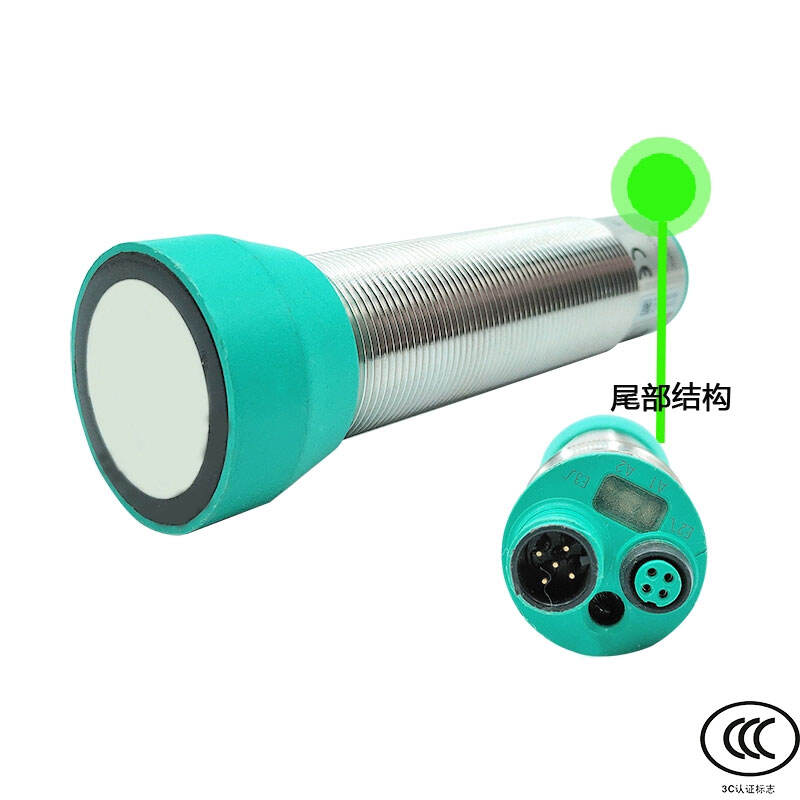
Reflective sensors for conveyor belt detection represent a cutting-edge solution in industrial automation and material handling systems. These sophisticated devices utilize advanced photoelectric technology to monitor and control conveyor belt operations with exceptional precision. The sensor works by emitting a focused beam of light that reflects off a target surface and returns to a receiver, enabling accurate detection of objects, belt position, and movement. Operating at high speeds with response times typically under 1 millisecond, these sensors ensure reliable detection even in challenging industrial environments. The technology incorporates advanced filtering algorithms to minimize false triggers from ambient light or environmental interference, maintaining consistent performance across various operating conditions. These sensors are designed with robust housing materials to withstand harsh industrial conditions, including exposure to dust, vibration, and temperature variations. They offer flexible mounting options and can be easily integrated into existing conveyor systems, making them suitable for both new installations and retrofitting applications. The detection range can be adjusted to accommodate different belt widths and configurations, while built-in diagnostics help maintain optimal performance and facilitate preventive maintenance.