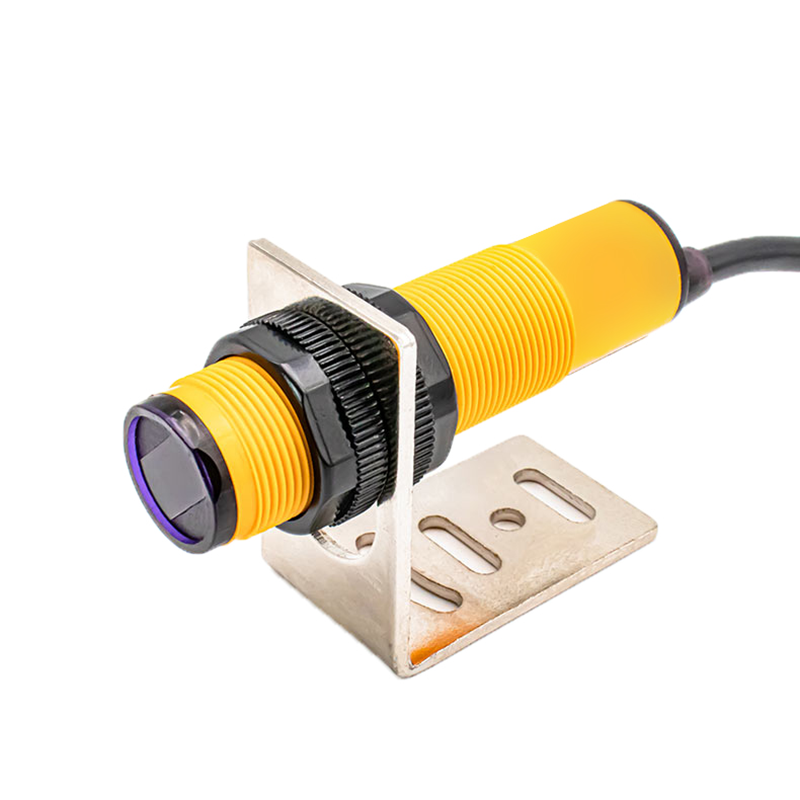
photoelectric switch sensor for conveyor systems
The photoelectric switch sensor for conveyor systems represents a cutting-edge solution in industrial automation, combining precision detection with reliable performance. This sophisticated sensing device utilizes advanced optical technology to detect objects passing through conveyor systems by emitting and receiving light beams. When an object interrupts the light beam, the sensor triggers an immediate response, enabling accurate tracking and control of materials moving along the conveyor belt. The sensor's design incorporates state-of-the-art electronics that ensure consistent operation in various industrial environments, featuring adjustable sensitivity settings to accommodate different object sizes and materials. These sensors are engineered to operate effectively in challenging conditions, including high-speed conveyor operations, dusty environments, and varying light conditions. The technology employs either through-beam, retro-reflective, or diffuse reflection methods, allowing for flexible installation options based on specific application requirements. Notable features include quick response times, typically in milliseconds, long sensing ranges up to several meters, and robust construction for extended operational life. The sensor's integration capabilities with modern control systems make it an essential component in automated manufacturing, packaging, and logistics operations, contributing significantly to improved efficiency and reduced operational errors.