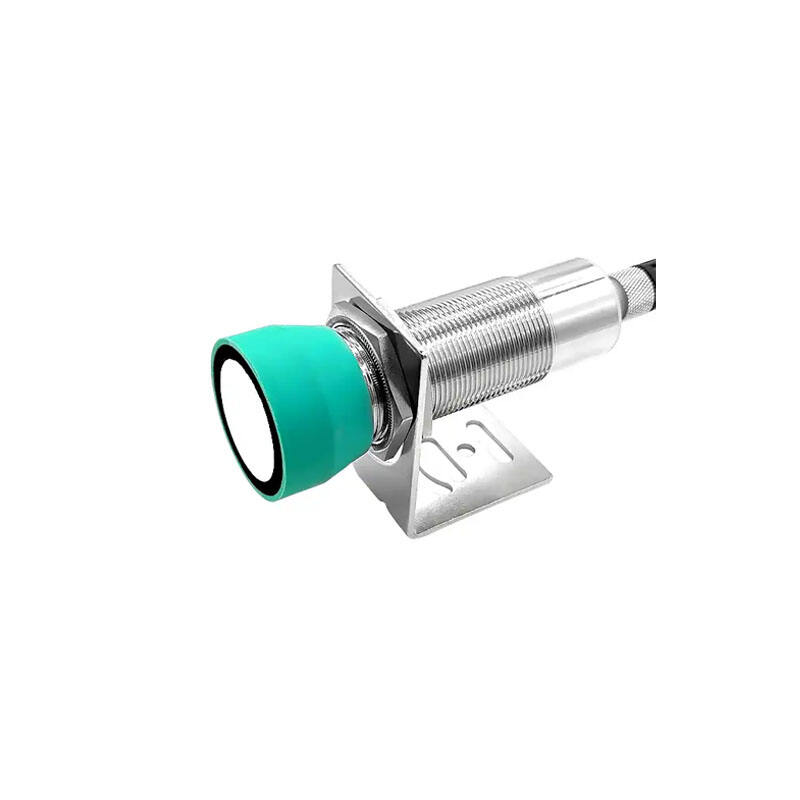
photoelectric sensor for industrial automation
Photoelectric sensors for industrial automation represent a cornerstone technology in modern manufacturing and processing operations. These sophisticated devices utilize light beams to detect the presence, absence, or distance of objects within industrial environments. Operating through the emission and reception of light, these sensors can effectively monitor production lines, control automated systems, and ensure precise object detection across various applications. The sensor system consists of an emitter that projects a light beam and a receiver that detects changes in the light pattern, triggering appropriate responses in the connected automation system. Available in through-beam, retro-reflective, and diffuse configurations, these sensors offer versatility in installation and operation. They can detect objects as small as a few millimeters and operate at distances ranging from a few centimeters to several meters, depending on the model and configuration. Advanced features include background suppression, foreground suppression, and precise distance measurement capabilities, making them ideal for complex industrial environments. These sensors excel in challenging conditions, offering reliable performance in dusty, humid, or high-temperature environments, thanks to their robust construction and protective housings. Their integration capabilities with modern industrial control systems, including PLCs and industrial networks, make them essential components in Industry 4.0 applications.