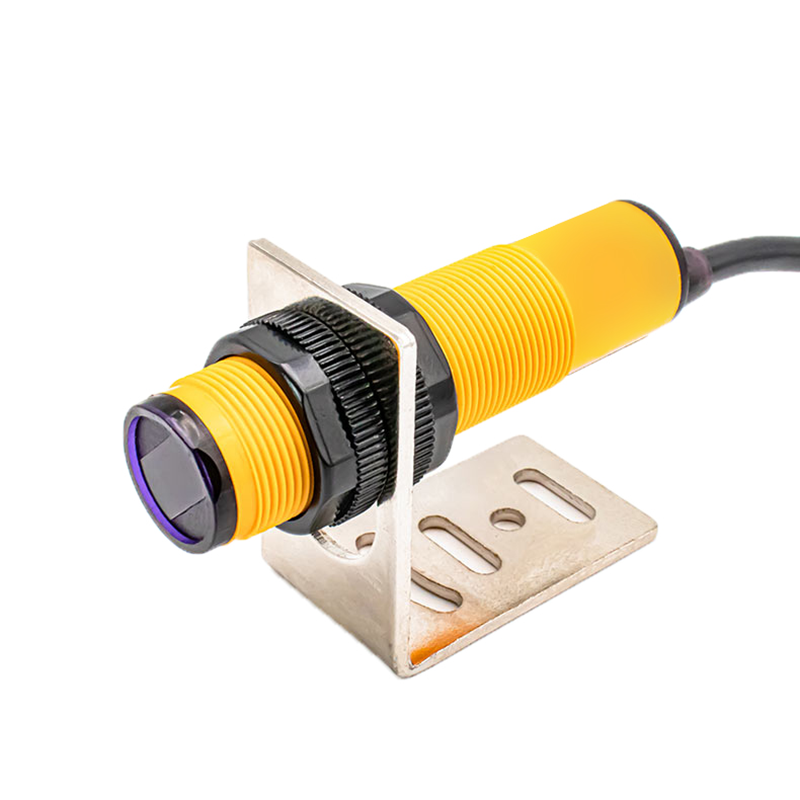
photoelectric sensor for conveyor systems
A photoelectric sensor for conveyor systems represents a cutting-edge solution in automated material handling and industrial automation. This sophisticated device employs advanced light-based technology to detect the presence, absence, or position of objects on conveyor belts with exceptional precision. Operating through the emission and reception of light beams, these sensors can instantly identify when an object interrupts the beam path, triggering appropriate system responses. The technology incorporates multiple sensing modes, including through-beam, retro-reflective, and diffuse sensing, each optimized for specific applications and environmental conditions. These sensors excel in high-speed operations, capable of detecting objects moving at rapid conveyor speeds while maintaining accuracy. Their robust design ensures reliable performance in challenging industrial environments, resistant to dust, vibration, and varying light conditions. The integration capabilities of modern photoelectric sensors allow seamless communication with PLCs and other control systems, enabling real-time monitoring and automated decision-making. Applications span across numerous industries, from packaging and sorting facilities to automotive assembly lines and warehouse management systems, where they play crucial roles in quality control, inventory tracking, and process automation.