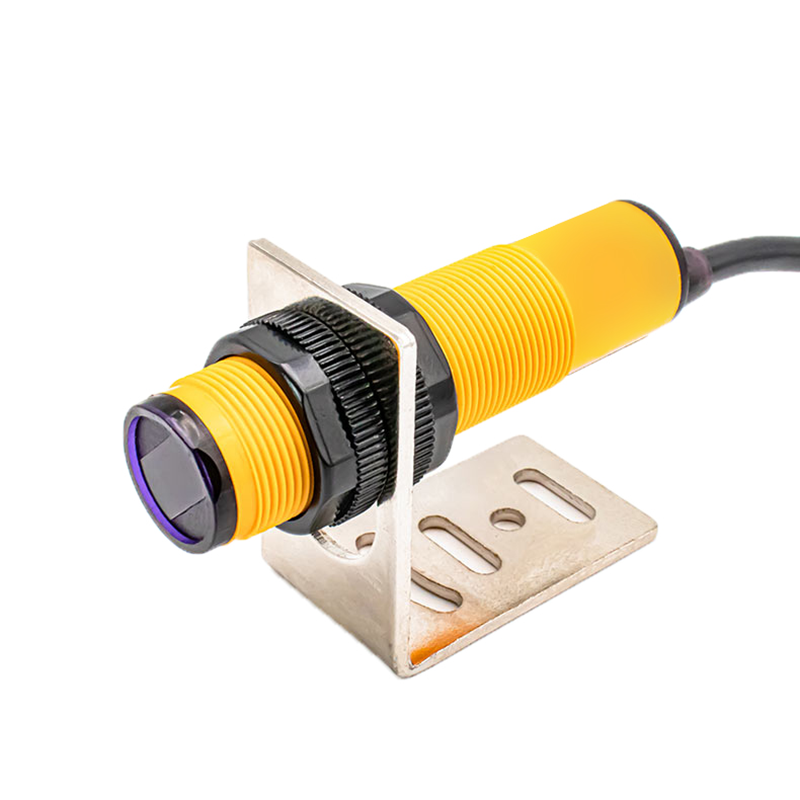
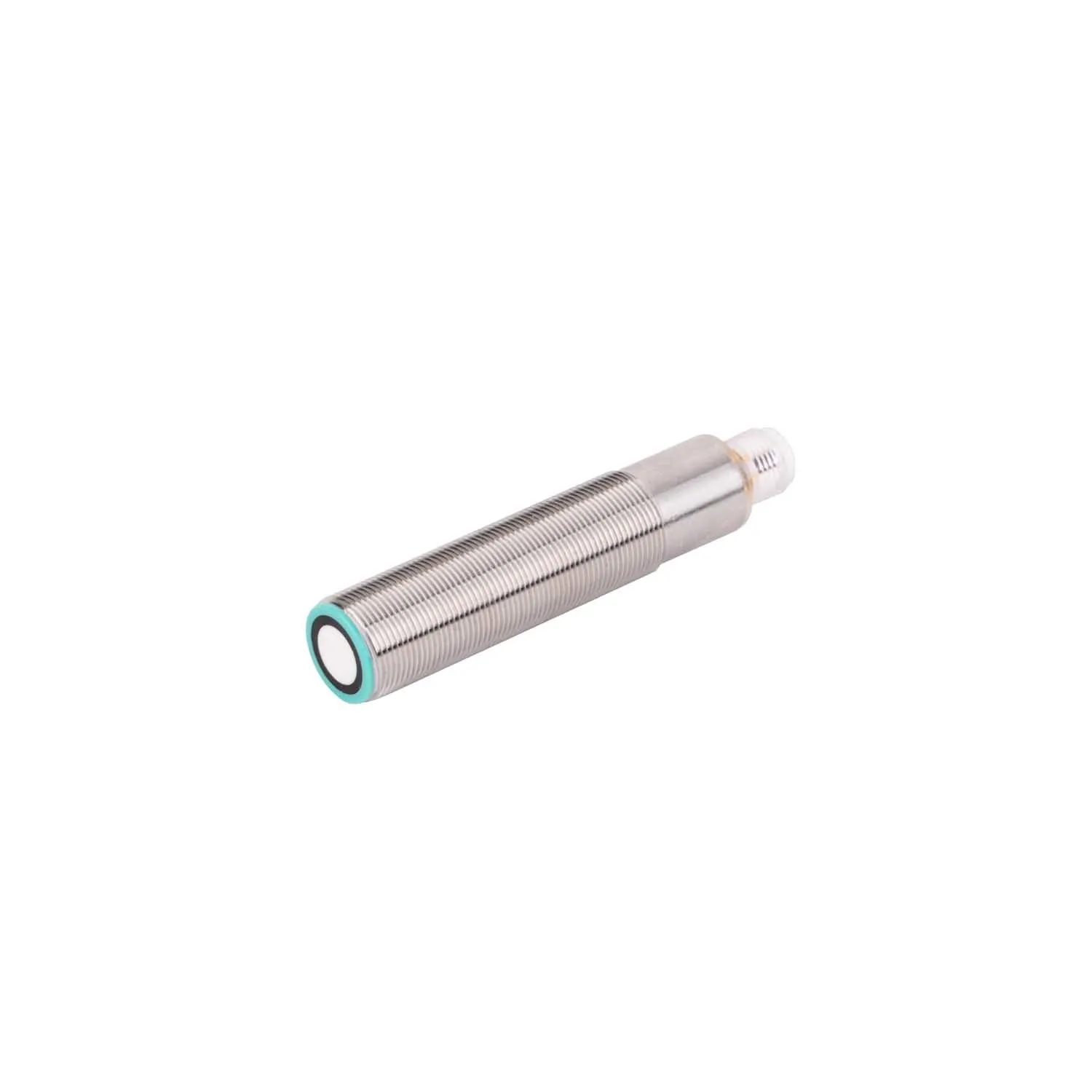
high precision level sensor for liquids
High precision level sensors for liquids represent cutting-edge technology in fluid measurement and monitoring systems. These sophisticated devices utilize advanced sensing mechanisms to provide accurate, real-time measurements of liquid levels across various containers and vessels. The sensors incorporate state-of-the-art microprocessor technology combined with precise calibration algorithms to ensure measurements with accuracy levels typically reaching ±0.1% of the full scale. These devices operate through multiple sensing principles, including capacitive, ultrasonic, or magnetostrictive technologies, allowing them to adapt to different liquid types and environmental conditions. The sensors feature robust construction with high-grade materials, ensuring longevity and reliability in challenging industrial environments. They come equipped with various output options, including 4-20mA, HART protocol, or digital communications, enabling seamless integration with existing control systems. Applications span across numerous industries, from chemical processing and food production to pharmaceutical manufacturing and water treatment facilities. The sensors excel in critical operations where precise liquid level monitoring is essential for process control, quality assurance, and safety compliance.