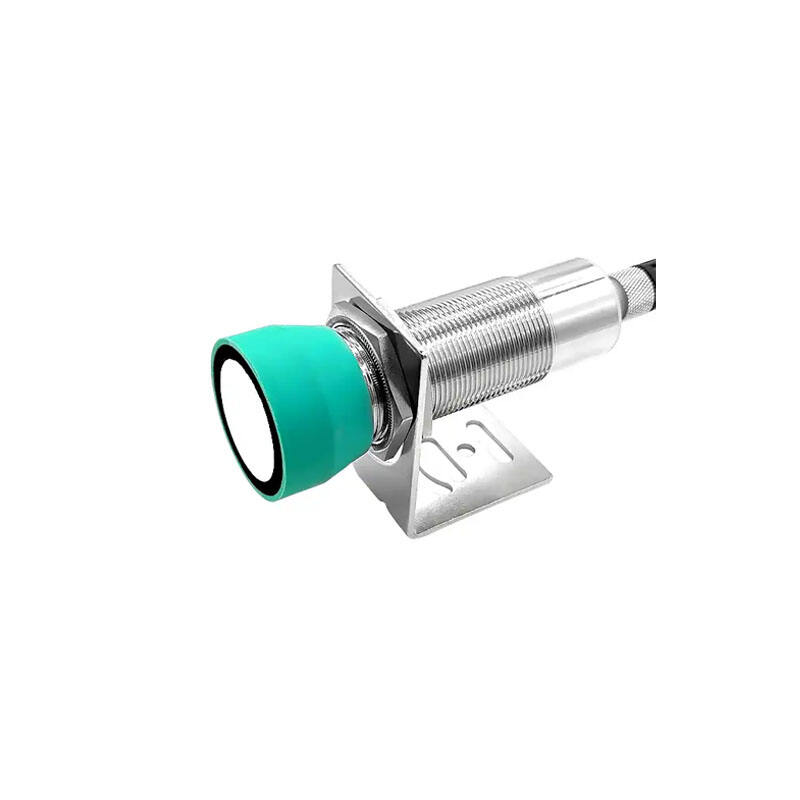
ultrasonic sensor for liquid level detection
Ultrasonic sensors for liquid level detection represent a cutting-edge solution in industrial and commercial fluid monitoring applications. These sophisticated devices operate by emitting high-frequency sound waves that travel through air until they reach the liquid surface, then bounce back to the sensor. The time taken for this round trip is precisely measured to determine the liquid level with remarkable accuracy. The technology employs piezoelectric crystals that convert electrical energy into ultrasonic waves and vice versa, enabling non-contact measurement of various liquid types. These sensors excel in diverse environments, from chemical storage tanks to water treatment facilities, offering real-time monitoring capabilities without direct contact with the measured medium. The system typically includes a transducer, signal processing unit, and display interface, working in harmony to provide accurate measurements even in challenging conditions. Modern ultrasonic sensors incorporate advanced features such as temperature compensation, automatic calibration, and digital communication protocols, ensuring reliable operation across different environmental conditions. They can effectively monitor levels in tanks ranging from a few inches to several meters in depth, making them versatile tools for inventory management and process control.